

Performance Capabilities
Operating Requirements
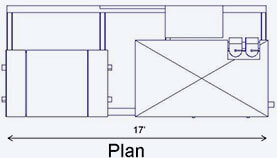
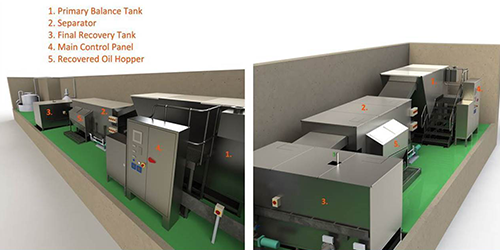
SAMPLE SCHEMATICS
Client Survey
Performance Capabilities
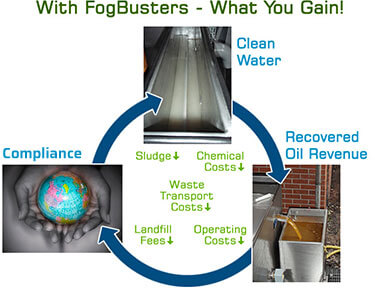
FOGBUSTER RETURN ON INVESTMENT (ROI) ATTRIBUTES
- Increased Oil Recovery: The FogBuster will recover up to 98% of free oil from wastewater or process water.
- Improved Oil Quality: Oil is being recovered at the earliest possible stage, without chemicals, and virtually moisture free increasing the value of the recovered oil.
- Reduced Chemical Usage: When placed ahead of chemical oil elimination systems such as DAF and EAF, the Fogbuster reduces chemical requirements (flocculants, coagulants, diatomaceous earth). Additionally, where the FogBusters solids removal system is used, additional solids removal results in reduced chemical costs.
- Reduced Sludge Disposal Costs: Removal of oil prior to a chemical oil elimination system results in reduced oil levels, which means reduced chemical.
- Minimized Operational Failures: The Fogbuster stabilizes the entire system by eliminating oil slugs and overloads from point of origin through to biological systems.
- Reduced Operational Costs: No moving parts (solids removal in the optional primary tank excepted) results in reduced energy needs and reduced operational and manpower costs. This also includes reduced trucking costs, tipping fees, and municipal surcharges.
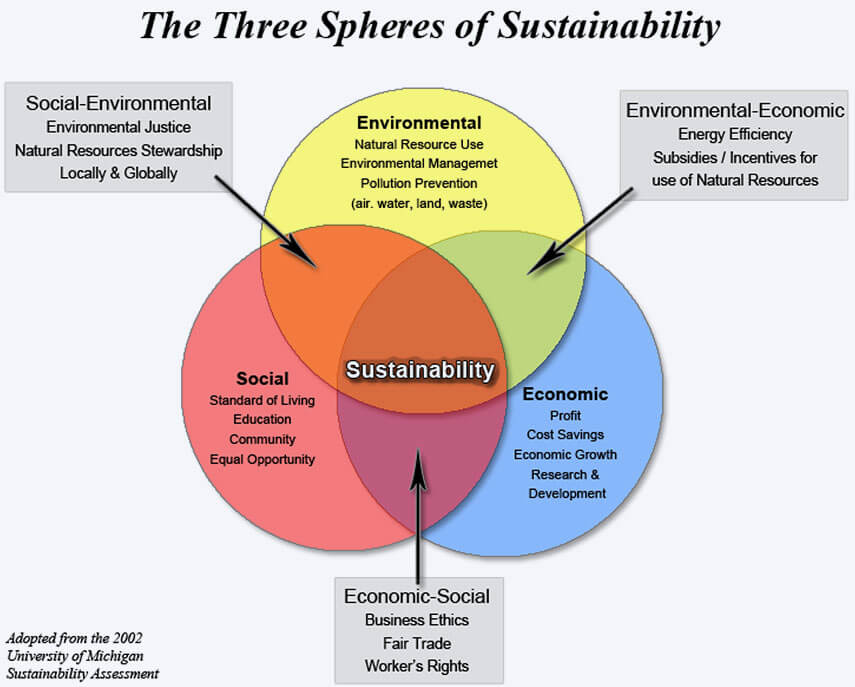
- Sustainability: Reduction in landfill of oil/chemical sludge, carbon footprint reduction and corresponding carbon offsets for waste oil are possible. This is “green technology” at its best.
Notes:
- ROI typically less than 12 months
- ROI can be derived from single or multiple benefits depending on the client.
ADDITIONAL FACTORS FOR HIGH PERFORMANCE:
- Continuous flow better than intermittent flow
- Locate FogBuster Oil / Water Separator upstream as close to source as possible
- Oil in water is free oil; not emulsified
- Minimize solids upstream of FB Separator
- Access to steam if wastewater temperature is below 80°F
- “Slugs” of oil / fat are under 50%
- Single, targeted process stream rather than co-mingled streams
- Locate indoors where possible for temperature control
Operating Requirements
FogBuster Optimal Operational Parameters
Water Data Optimum Range
| Water Data | Optimum | Range |
|---|---|---|
| Flow Rate: | ||
| -Model 600 | 25 GPM | 10 to 40 GPM |
| -Model 1800 | 100GPM | 50 to 125 GPM |
| -Model 2800 | 160 GPM | 125 to 200 GPM |
| -Model 3600 | 300 GPM | 200 to 350 GPM |
| Oil: | N/A | 0.2% to 50% |
| Temperature: | 120°F | 80°F to 170°F |
| pH: | 9 | 1 to 131 |
| Total Suspended Solids: | Minimal or negligible | 50% or less of oil level |
SAMPLE SCHEMATICS


Client Survey
Download Client Survey Download